Металлические закладные детали для железобетонных конструкций

- Определения — закладные детали и их элементы
- Виды закладных изделий
- Требования к материалам изготовления
- Сферы применения:
Закладные детали для железобетонных конструкций
Закладные детали для фундамента - Нормативные документы для проектирования — Серии и ГОСТ
- Производство закладных деталей
- Монтаж закладных деталей в бетон
Закладные детали и их элементы — определения.
Закладные детали — металлические изделия, закладываемые в монолитные конструкции до выполнения работ по их бетонированию, включающее опорную пластину и приваренные к ней анкеры. Соединяются с металлическим каркасом с помощью сварки либо болтового соединения. Служат для создания прочных связей в железобетонном каркасе и укрепления конструкций, повышения их несущей способности.
|
ЗАВОД МЕТАЛЛОИЗДЕЛИЙ Закладные детали, фундаментные болты, пластины, шайбы, шпильки и пр. ОПТОМ Телефон: +7 (988) 081-24-24 E-mail: Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript. |
Анкер — элемент закладной детали, передающий усилие с опорной пластины на бетон основания. Для этого применяют круглый прокат или арматуру различных классов, как гладкую, так и рифлёную. При необходимости на конце нарезают резьбу. Марка стали для изготовления металлоконструкций указывается в проектной документации.
Анкерная группа — группа стержней, работающих на растяжение и сдвиг.
Анкер с усилением — стержень с приваренной на конце пластиной, высаженной головкой или поперечным стержнем.

Виды закладных изделий
- с нормальными (перпендикулярными) анкерами;
- с наклонными;
- с комбинированным расположением.
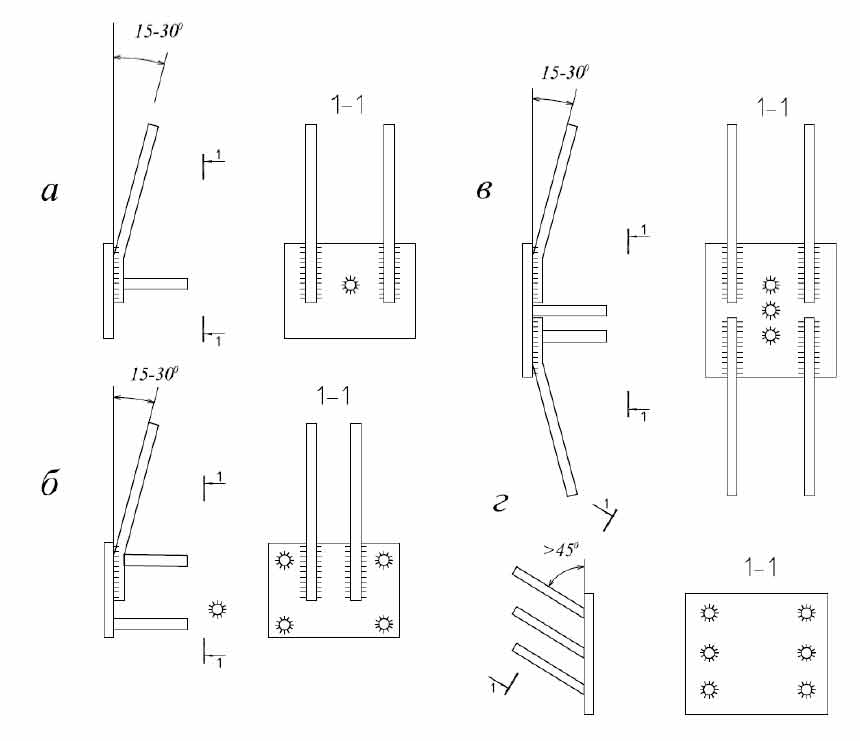
а-в – с наклонными анкерами, приваренными внахлестку и нормальными;
Нормальное расположение используют в случае, если установка наклонных стержней затруднена. Наиболее распространенное расположение — наклонное. Комбинированное — при кратном увеличении нагрузок. Иногда — при небольших нагрузках - могут использоваться и штампованные. Металлические пластины изготавливают различных форм — в основном квадратные и прямоугольные, но, в зависимости от назначения могут применяться даже ромбовидные и круглые. Размеры и толщину металлического листа определяют на этапе проектирования.
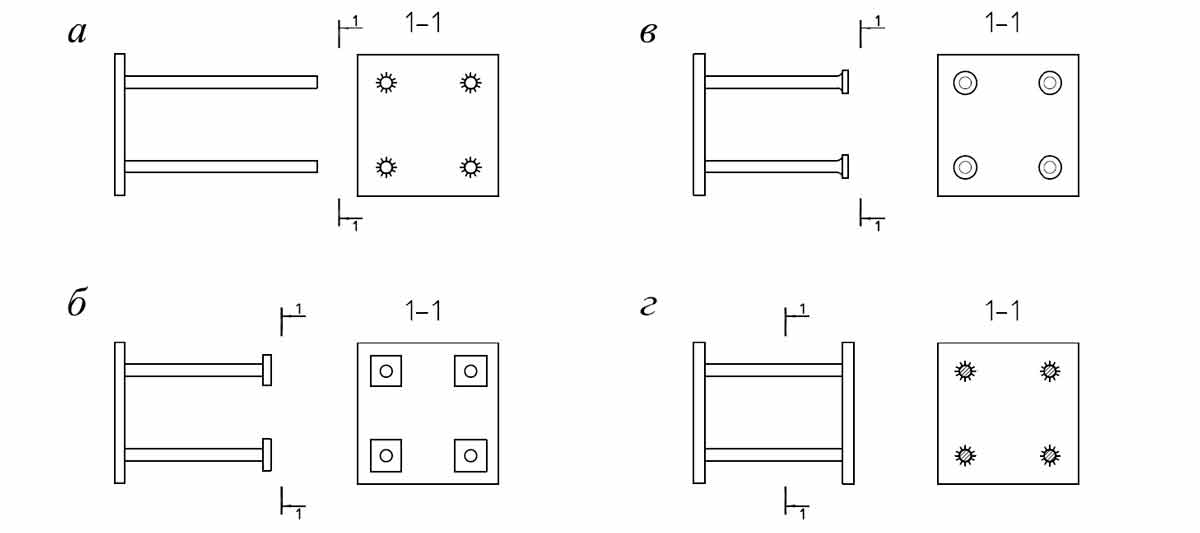
- с жесткой пластиной;
- с гибкой.
- без усиления;
- с усилением на концах;
- с двумя пластинами по типу «закрытый столик»;
- с жесткими сдвиговыми анкерами, воспринимающих сдвигающую силу: упорами («шпорами»), шпонками и т.п.;
- с гибкими сдвиговыми анкерами.
Требования к материалам
Наиболее часто применяемый и распространенный материал - горячекатанная сталь марки Ст3, металлоизделия из неё могут эксплуатироваться при температуре от -40 до +40 градусов. При более низких температурах воздуха возможно использование ВСт3кп2 и других материалов, например, горячекатанной стали 09Г2С при строгом соблюдения стандартов проектирования. Анкеры изготавливаются из арматурного проката классов А240, А400, А500 и Ат500С диаметром 8–25 мм. Марку стали и материалы для сварки назначаются с учетом требований СП 16.13330.
Области применения закладных деталей.
 Закладные применяются в строительной отрасли. В процессе возведении монолитных каркасов зданий, для соединения металлического каркаса сооружения и бетонного основания фундамента. В основном это строительство:
Закладные применяются в строительной отрасли. В процессе возведении монолитных каркасов зданий, для соединения металлического каркаса сооружения и бетонного основания фундамента. В основном это строительство:
- стальных ангаров;
- мостов, переходов, путепроводов;
- лифтовых шахт;
- колодцев, каналов, тоннелей;
- подпорных стен и ограждающих конструкций из ЖБК;
- навесных фасадов;
- мачт, вышек сотовой связи, линий электропередач;
- гидротехнических сооружений и резервуаров.
— для железобетонных конструкций
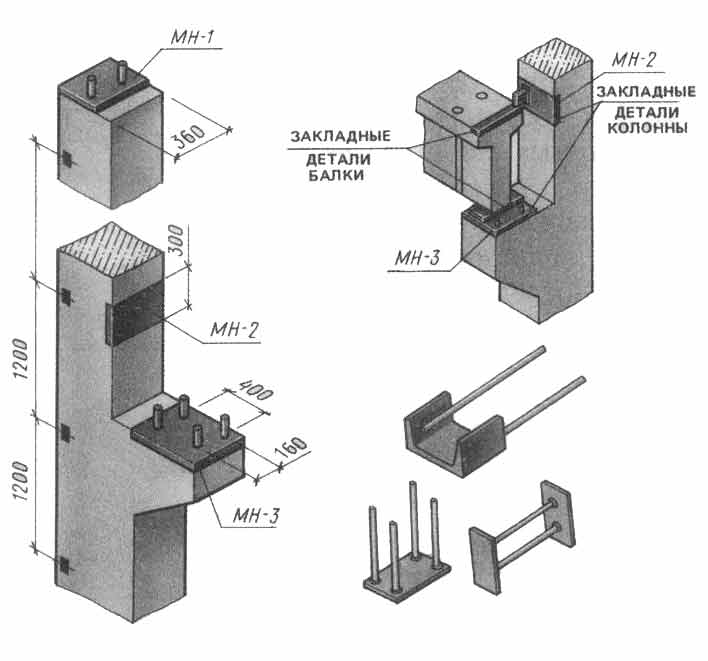
При монтаже промышленных зданий из сборных железобетонных конструкций для соединения частей сооружений - колонн с фундаментами, балок с колоннами и пр. также применяются закладные для ЖБК.
— для фундамента
При монтаже фундаментов монолитных каркасов зданий часто используются изделия серии 1.400-15 МН. Для их закрепления в каркасе фундаментной плиты применяют либо контактную сварку, либо вязальную проволоку. В качестве закладных также часто используют фундаментные болты различны типов исполнения, анкерные блоки. При заливке такие металлоизделия полностью или частично утапливаются в бетон, при этом если пластина перекрывает грань монолитной конструкции, в ней должны быть предусмотрены отверстия для выхода воздуха из бетонной смеси при вибрационном уплотнении.
В некоторых сооружениях проектируют использование ЗД, ЗДА (арматурные шпильки между двумя кондукторами) либо ЗДФ (труба с фланцем), обычно при монтаже металлических опор освещения. Иногда применяют другие виды металлопроката помимо листов и арматуры, к примеру — трубы, швеллеры, уголки, полосы и пр. Толщину листа принимают от 6 мм, полки, стенки прокатного профиля допускается проектировать в пределах 5 мм, а для нерасчетных ЗД, изготавливаемых контактной сваркой применяют пластины 5 мм, прокатного металла — 4 мм.
Нормативные документы — ГОСТ и серии
Производители металлоизделий и проектировщики руководствуются следующими нормативными документами:
- ГОСТ10922-2012 "Арматурные и закладные изделия, их сварные, вязаные и механические соединения для железобетонных конструкций"
- ГОСТ Р 57997-2017 "Арматурные и закладные изделия сварные, соединения сварные арматуры и закладных изделий железобетонных конструкций. Общие технические условия"
- Серия 1.400-15 МН "Унифицированные закладные изделия железобетонных конструкций для крепления технологических коммуникаций и устройств.
Выпуск 0 Материалы для проектирования.
Выпуск 1. Рабочие чертежи. - Серия 1.400-6/76 "Унифицированные закладные детали сборных железобетонных конструкций зданий промышленных предприятий. Выпуск 1 ЗД конструкций одноэтажных зданий."
- Серия 1.400.2-25.93 "Изделия закладные унифицированные сборных железобетонных конструкций одноэтажных промышленных зданий."
- Серия 3.400-6/76 "Унифицированные закладные детали сборных железобетонных конструкций инженерных сооружений промышленных предприятий. Рабочие чертежи"
- Серия 3.400.2-14.93 "Изделия закладные унифицированные сборных железобетонных конструкций инженерных сооружений для промышленного строительства. Выпуск 1 Материалы для проектирования и рабочие чертежи"

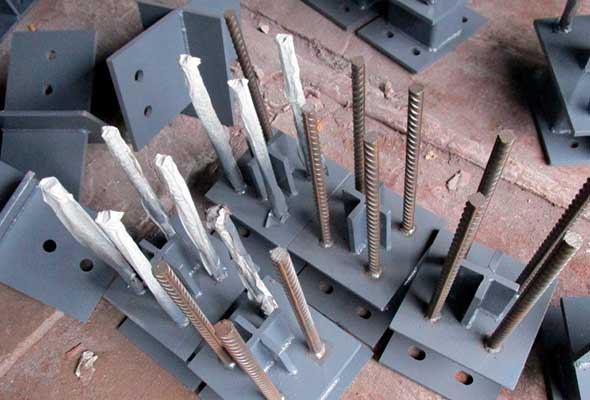
Производство
Изготовление производится согласно ГОСТ 10922.
- В первую очередь производят проектные расчеты нагрузок на несущие конструкции сооружения. На основе полученных данных подбирают тип изделия и материалы с учетом условий внешней среды и требуемым прочностным характеристикам. Под каждый проект проектный институт разрабатывает конструкторскую документацию, в которую в том числе включены детальные чертежи металлоизделий.
- Далее производится разметка и подготовка материала, нарезка заготовок закладной согласно проектным размерам. Производится зачистка торцов от шлаков и наплывов, появляющиеся на поверхности металла при высокотемпературной обработке, гибка листового металла, сверловка отверстий, накатка резьбы. Не допускается присутствие на поверхности металла грязи, масла, ржавчины и отслаивающейся окалины. В местах сварочных работ не допускается образование трещин, на переходе от наплавленной части к основе – подрезов. Имеющиеся кратеры завариваются в процессе изготовления деталей. Наплавленный слой также не должен иметь шлака, наплывов, прожженных участков. Не допускается наличие непроваренных областей, прожогов основания и свищей.
- Сварка металлических частей и зачистка сварных швов.
- Антикоррозийная обработка, окраска, цинкование для защиты материалов от внешней среды.
- Маркировка, упаковка, оформление сопроводительной документации. Для стандартной продукции прикладывают инструкцию по монтажу, возможные отклонения от нормативных размеров. Несмотря на то, что строительные металоизделия не подлежат обязательной сертификации, при выборе производителя нужно следить за тем, чтобы предприятие производило работы в соответствии с ГОСТ, ТУ, нормативных документов. Высокое качество металлических закладных деталей достигается благодаря строгому соблюдению требований, установленных в ГОСТах.

Допустимые отклонения в размерах
- Плоскости поверхностей металлоконструкций, служащих опорой для стальных или сборных железобетонных колонн могут иметь отклонение до 5 мм;
- Для плоских элементов отклонения от проектного положения должно быть менее 10 мм;
- В некоторых случаях допускается отклонение осей металлоконструкций от проектного положения до 100 мм, если это не мешает возможности монтажа в соответствии с требованиями проекта.
- Отклонение по оси для трубных элементов не более 10 мм в любую сторону.
- Крепление должно обеспечивать устойчивость к нагрузкам, возникающим в процессе укладки и вибрирования свежеуложенной бетонной смеси.
Таблица 1 - Предельные отклонения размеров изделий, применяемых в железобетонных конструкциях
| Линейный размер и его номинальное значение | Предельные отклонения размеров конструкций | ||||||||||||||
| сборных при их классе точности | монолитных | ||||||||||||||
| 5 | 6 | 7 | 8 | ||||||||||||
| 1. Длина отдельных стержней ненапрягаемой арматуры, расстояние между крайними стержнями по длине, ширине или высоте изделия при их значениях: | |||||||||||||||
| до | 60 | вкпюч. | ±1,0 | ±1,5 | ±2,5 | ±4,0 | |||||||||
| св. | 60 | " | 120 | " | ±1,5 | ±2,0 | ±3,0 | ±5,0 | |||||||
| " | 120 | " | 250 | " | ±1,5 | ±2,5 | ±4,0 | ±6,0 | |||||||
| " | 250 | " | 500 | " | ±2,0 | ±3,0 | ±5,0 | ±8,0 | |||||||
| " | 500 | " | 1000 | " | ±2,5 | ±4,0 | ±6,0 | ±10 | |||||||
| " | 1000 | " | 1600 | " | ±3,0 | ±5,0 | +6,0 -10 |
+10 -14 |
|||||||
| " | 1600 | " | 2500 | " | ±4,0 | ±6,0 | +8,0 -12 |
+12 -18 |
|||||||
| " | 2500 | " | 4000 | " | ±5,0 | ±8,0 | +10 -14 |
+15 -25 |
+15 -30 |
||||||
| " | 4000 | " | 8000 | " | ±6,0 | ±10 | +12 -18 |
+20 -30 |
+20 -40 |
||||||
| " | 8000 | " | 16000 | " | ±8,0 | ±12 | +15 -25 |
+25 -35 |
+30 -50 |
||||||
| " | 16000 | ±10 | ±15 | +20 -30 |
+35 -45 |
+45 -65 |
|||||||||
| 2. Длина выпуска стержня в арматурных изделиях при длине выпуска: | |||||||||||||||
| до | 60 | включ. | ±1,0 | ±1,5 | ±2,5 | ±4,0 | |||||||||
| св. | 60 | " | 120 | " | ±1,5 | ±2,0 | ±3,0 | ±5,0 | |||||||
| " | 120 | " | 250 | " | ±1,5 | ±2,5 | ±4,0 | ±6,0 | |||||||
| " | 250 | " | 500 | " | ±2,0 | ±3,0 | ±5,0 | ±8,0 | |||||||
| " | 500 | " | 1000 | " | ±2,5 | ±4,0 | ±6,0 | ±10 | ±12 | ||||||
| " | >1000 | ±3,0 | ±5,0 | ±8,0 | ±12 | ±18 | |||||||||
| 3. Расстояние между двумя соседними продольными стержнями (кроме крайних) в арматурных каркасах при его значениях: | Независимо от класса точности | ||||||||||||||
| до | 60 | включ. | ±4 | ±6 | |||||||||||
| св. | 60 | " | 120 | " | ±5 | ±8 | |||||||||
| " | 120 | " | 250 | " | ±6 | ±10 | |||||||||
| " | 250 | " | 500 | " | ±8 | ±12 | |||||||||
| " | 500 | " | 1000 | " | ±10 | ±15 | |||||||||
| " |
1000 |
±12 |
±20 |
||||||||||||
| 4. Длина и ширина плоского элемента: | |||||||||||||||
| до | 250 | включ. | ±1,5 | ±2,5 | ±4,0 | ±6,0 | |||||||||
| св. | 250 | " | 500 | " | ±2,0 | ±3,0 | ±5,0 | ±8,0 | |||||||
| " | 500 | 250 | ±2,5 | ±4,0 | ±6,0 | ±10 | |||||||||
| 5. То же при равенстве размеров плоского элемента и поперечного сечения ЖБК: | |||||||||||||||
| до | 250 | включ. | -2,0 | -3,0 | -5,0 | ||||||||||
| св. | 250 | " | 500 | " | -2,5 | -4,0 | -6,0 | ||||||||
| " | 500 | -3,0 | -5,0 | -8,0 | |||||||||||
| 6. Расстояние от края плоского элемента до ближайшей точки поверхности анкерного стержня: | |||||||||||||||
| до | 60 | включ. | +1,5 | +2,5 | +4,0 | +6,0 | |||||||||
| св. | 60 | " | 120 | " | +2,0 | +3,0 | +5,0 | +8,0 | |||||||
| " | 120 | " | 250 | " | +2,5 | +4,0 | +6,0 | +10 | |||||||
| " | 250 | +3,0 | +5,0 | +8,0 | +12 | ||||||||||
|
7. Расстояние между наружными элементами до ближайшей точки поверхности анкерного стержня: |
|||||||||||||||
| до | 250 | включ. | ±1,5 | ±2,5 | ±4,0 | ±6,0 | |||||||||
| Св. | 250 | " | 500 | " | ±2,0 | ±3,0 | ±5,0 | ±8,0 | |||||||
| " | 500 | ±2,5 | ±4,0 | ±6,0 | ±10 | ||||||||||
| 8 Длина анкерных стержней открытого типа при ее значении: | |||||||||||||||
| до | 250 | включ. | ±10 | ||||||||||||
| Св. | 250 | " | 500 | " | ±12 | ||||||||||
| " | 500 | ±15 | |||||||||||||
| Примечания 1 Предельные отклонения длин отдельных стержней ненапрягаемой арматуры, а также расстояний между крайними стержнями по длине, ширине или высоте изделия, длины выпуска стержней (см. пункты 1 и 2 таблицы) приведены в таблице для размеров арматурных и закладных изделий, которые соответствуют габаритным размерам конструкции. Для других размеров этих изделий отклонения указанных в таблице параметров принимают по классу точности 8. 2 Класс точности принимают по стандартам, техническим условиям или проектной документации. 3 За номинальное расстояние между стержнями принимают размер между их осями. |
|||||||||||||||
Места соединения металлических деталей с вертикальной и горизонтальной арматурой связываются вязальной проволокой, кроме того, выполняется дополнительное раскрепление, при котором металлоконструкция прижимается к опалубке согласно ППР.

Установка в бетон
Монтаж закладной может выполняться путем сварных работ, специальных клеевых составов или с помощью болтового соединения. Существуют два типа установки - слепым или сквозным способом.
- Сквозную установку применяют, когда доступ к бетонной конструкции обеспечен со всех сторон и толщина позволяет просверлить ее насквозь. В отверстие помещается анкер закладной, который затем при помощи сварки соединяется с листом.
- Слепая установка бывает заливная и анкерная, когда можно сделать отверстие только с одной стороны. Применяют закладные с одной пластиной. Крепятся цементирующим раствором или фиксацией резьбового анкера. После завершения работ и высыхания раствора проверяют прочность крепления.
