Обжимные муфты для арматуры, Муфты для соединения арматуры, Муфты для стыковки арматуры, Обжим арматуры муфтами
Обжимные муфты для арматуры

ООО "Кубань-Снаб" изготавливает обжимные муфты для соединения арматуры под торговой маркой ARCON-A. Поставляем изделия согласно СП 63.13330.2018 и ГОСТ 34278-2017 "Соединения арматуры механические для железобетонных конструкций". Вся продукция имеет соответствующие сертификаты. По требованию заказчика можем сделать дополнительно протоколы испытаний на поставляемую партию. Применяются для соединения арматуры диаметром от 16 мм до 40 мм, классы арматуры А400, А500С, А600С.
Мы производим муфты и предоставляем оборудование в аренду для их установки, либо можем произвести монтаж соединений собственной бригадой с выездом на объект заказчика.
Станки для соединения арматуры |
1. Обжимные муфты для опрессовки арматуры.
3. Преимущества механических арматурных соединений
4. Переходные и стандартные обжимные муфты для соединения арматуры
6. Пресс (оборудование) для арматуры. Станки для опрессовки.
Обжимные муфты для опрессовки арматуры
Обжимная муфта представляет собой полый цилиндр, диаметр и толщина которого зависят от диаметра соединяемых стержней. Толщина стенки трубы составляет обычно от 4 до 12 миллиметров. Такого рода соединение является наиболее экономным и скоростным способом стыковки.
Присылайте заявку на адрес электронной почты Адрес электронной почты защищен от спам-ботов. Для просмотра адреса в вашем браузере должен быть включен Javascript.
В течении долгого времени строители не задавались проблемой стыковки арматуры по длине и высоте, т.к. строительство железобетонных зданий осуществлялось из сборных элементов, все составляющие элементы здания производились в заводских условиях.
В последние несколько десятков лет наибольшую популярность имеет строительство зданий с монолитным железобетонным каркасом, при этом становятся востребованными специальные приспособления и детали, которые бы соединяли внутреннюю арматуру по вертикали и горизонтали. Для этого используются ванночки для сварки (скобы-накладки для ванной сварки), а также различные виды муфт.
Стоимость различных видов соединений. Расчёт эффективности.
Стыковка осуществляется непосредственно на стройплощадке. При правильном соблюдении технологических инструкций и при использовании гидравлического оборудования для фиксации прута, гарантируется соблюдение необходимых прочностных характеристик. Фиксация стыка производится с помощью гидравлического обжимного пресса. весь процесс соединения занимает не более десяти минут.
Прайс-лист на обжимные муфты стандартные
| Наименование изделия | Диаметр арматуры, мм | Вес, кг | Длина, мм | Цена | Заказать | |
| Муфта обжимная стандартная для арматуры d12 | 12 | 0,137 | 60 | по запросу |
Напишите нам!
Отправьте заявку на просчет или задайте вопрос |
|
| Муфта обжимная стандартная для арматуры d16 | 16 | 0,137 | 60 | по запросу | ||
| Муфта обжимная стандартная для арматуры d18 | 18 | 0,325 | 90 | по запросу | ||
| Муфта обжимная стандартная для арматуры d20 | 20 | 0,425 | 100 | по запросу | ||
| Муфта обжимная стандартная для арматуры d22 | 22 | 0,543 | 110 | по запросу | ||
| Муфта обжимная стандартная для арматуры d25 | 25 | 0,931 | 125 | по запросу | ||
| Муфта обжимная стандартная для арматуры d28 | 28 | 1,258 | 140 | по запросу | ||
| Муфта обжимная стандартная для арматуры d32 | 32 | 1,787 | 160 | по запросу | ||
| Муфта обжимная стандартная для арматуры d36 | 36 | 2,840 | 180 | по запросу | ||
| Муфта обжимная стандартная для арматуры d40 | 40 | 3,532 | 200 | по запросу |

Прайс-лист переходных обжимных муфт
Аналоги: Presko, Ancon, Concon, X-fix, Reco
 |
 |
| Муфтовое соединение арматуры колонн | Станок (пресс) для механического соединения арматуры |
Таблица 1. Расчет экономической эффективности
при соединении арматуры колонны из 8 стыков диаметром 28 мм
| Соединение внахлёст | Ванная сварка | Резьбовые муфты | Обжимные муфты | |
| Затраты на устройство 1 стыка, цены в рублях | 260 | 150 | 310 | 260 |
| Требуемое время, мин. | 5 | 8 | 4 | 4 |
| Время затраченное на монтаж стыков колонны, мин. | 40 | 64 | 48 | 48 |
| Равнопрочность соединения | нет | есть | да/нет | есть |






Преимущества механического соединения арматуры
- стыковка арматуры под различными углами;
- сокращение сроков работ;
- постоянство прочностных характеристик получаемого соединения;
- сокращение расхода арматуры, экономия металла;
- легкость контроля качества стыков;
- высокие прочностные характеристики соединения;
- отсутствие необходимости в высококвалифицированных сварочных работах;
- уменьшение сроков строительства.
Переходные и стандартные соединительные муфты
В зависимости от диаметра стыкуемых стержней, соединительные элементы разделяются на типы:
- одинаковые по диаметру стержней — стандартные;
- соединения разного диаметра — переходные;
Рисунок 1 - С впрессованной переходной втулкой
L0 - длина, d1 - диаметр большего стержня арматуры, d2 - диаметр меньшего из соединяемых стержней арматуры
Рисунок 2 - Расточная переходная
L0 - длина, d1 - диаметр большего стержня арматуры, d2 - диаметр меньшего из соединяемых стержней арматуры
Таблица 2. Параметры и вес стандартных обжимных муфт в зависимости от используемого диаметра арматуры
| Диаметр арматуры | Наружный диаметр | Длина | Вес |
| мм | мм | г | |
| 12 | 24 | 60 | 0,137 |
| 16 | 28 | 80 | 0,212 |
| 18 | 32 | 90 | 0,325 |
| 20 | 35 | 100 | 0,425 |
| 22 | 38 | 110 | 0,543 |
| 25 | 45 | 125 | 0,931 |
| 28 | 50 | 140 | 1,258 |
| 32 | 56 | 160 | 1,787 |
| 36 | 65 | 180 | 2,840 |
| 40 | 70 | 200 | 3,532 |

Обжимные муфты для арматуры
ООО "Кубань-Снаб" изготавливает обжимные муфты для соединения арматуры под торговой маркой ARCON-A. Поставляем изделия согласно СП 63.13330.2018 и ГОСТ 34278-2017 "Соединения арматуры механические для железобетонных конструкций". Вся продукция имеет соответствующие…
Read More

Резьбовые муфты для арматуры
Наш завод металлоизделий помимо общестроительной продукции производит резьбовые муфты для соединения арматуры под торговой маркой ARCON-A. Наши изделия имеют все необходимые сертификаты и протоколы испытаний. Каждая партия проходит обязательный контроль…
Read More

Ванночки для сварки арматуры
ООО "Кубань-Снаб" производит ванночки для арматуры под торговым знаком ARCON-A в соответствии с ГОСТ 14098-91 "Соединения сварные арматуры и закладных деталей железобетонных конструкций" (новый ГОСТ 14098-2014). Мы производим изделия для…
Read More

Пресс для арматуры
ООО "Кубань-Снаб" предлагает обжимной пресс для стыковки арматуры. В наличии есть модели как с ручным, так и с полуавтоматическим управлением и гидравлическими маслостанциями разной мощности. Оборудование состоит из двух основных…
Read More

Резьбонакатной станок для арматуры
Для соединения арматурных стержней муфтой необходимо производить накатку резьбы на концы прутов. Для этого используется резьбонакатные станки различной мощности. Наше предприятие производит данное оборудование на территории Краснодарского края. Вы можете…
Read More

Матрицы для арматурного пресса
Динамометрический ключ - это гаечный ключ для затягивания резьбы, он отличается от обычных ключей наличием встроенного динамометра, измеряющего усилие затяжки. Он представляет из себя простой ручной инструмент, позволяющий быстро и эффективно…
Read More
|
Обжим арматуры муфтами
Процесс обжима состоит из следующих этапов:
- Позиционирование изделия и временная фиксация соединяемых арматурных стержней.
- Обжим с помощью гидравлического пресса.
- Контроль качества стыка методами ВИК.
- Проверка качества соединения.
Рисунок 3 - Обжим с промежутками, изделие после опрессовки
Рисунок 4 - Обжим без промежутков
Обжимные муфты могут производится как с внутренней перегородкой для упора арматурного прута, так и без неё. Допустимое отклонение от проектного положения перегородки - пять миллиметров. В отсутствие такой перегородки положение изделия контролируется с помощью нанесённой краской рисок на соединяемой арматуре.
Используемые изделия должны иметь соответствующую маркировку, указывающую и размер и диаметр. Маркировка может наносится с помощью несмываемой краски, либо лазерной гравировкой.
Каждому диаметру изделия соответствует комплект матриц для обжимного гидравлического пресса определённого размера. Опрессовку следует производить только с помощью соответствующих штампов. Они легко меняются, оператор устанавливает их на клещи пресса, которые в свою очередь с помощью рукавов высокого давления подсоединены к маслостанции. После подготовки оборудования к работе и проверки его исправности и текущих настроек, можно приступать непосредственно к монтажу соединений.
Концы стержней должны быть очищены, оторцованы, без заусенцев и ржавчины. Если внутри нет перегородки, то вначале надевают её на стержень так, чтобы выровнять её край по отметке, нанесённой на арматуру. Данная метка наносится краской на оба соединяемых стержня для контроля положения изделия на расстоянии половины длины от торца стержня.
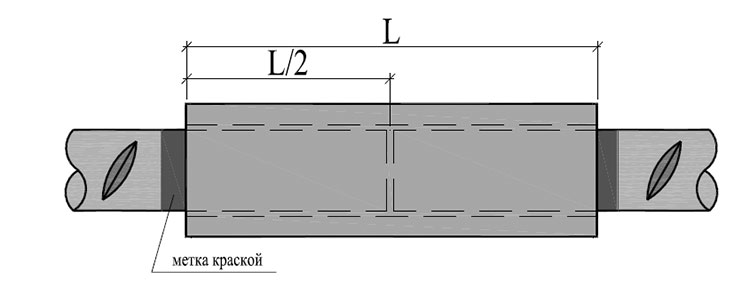
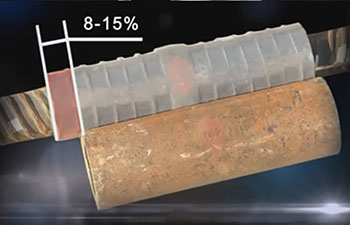
Нарисованная метка выполняет две функции. Во-первых, указывает правильное положение изделия с точностью до 3 мм, во-вторых, с её помощью можно определить необходимое относительное удлинение после опрессовки.
При вертикальном расположении роль метки может выполнять намотанная на него вязальная проволока, на которую можно опереть надеваемое на арматуру изделие. Если внутри неё имеется перегородка, то торец нижнего стержня арматуры при монтаже упирается в неё, фиксируя изделие в нужном положении, и скрутка из проволоки не требуется.
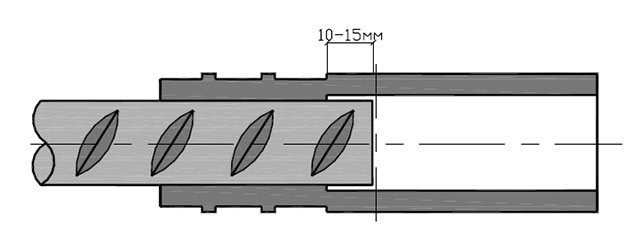
После того, как зафиксировано проектное положение, можно начинать процесс опрессовки. Обжим необходимо проводить от середины по направлению к краям. Однако, для того, чтобы поверхность муфты не повредилась о торец арматуры, а также чтобы избежать выдавливания стержня, рабочий должен обязательно отступить при обжатии от середины изделия на 10-15 мм в одну и другую сторону. Центр детали обычно закрашивается несмываемой краской, чтобы обозначить участок, который не должен подвергаться обжатию.
Современные гидравлические прессы оснащены автоматической системой, которая производит разжатие клещей по достижении необходимого давления обжима. В случае, если подобная система отсутствует, усилие опрессовки контролируют с помощью манометра, установленного на маслостанции. Рабочее давление маслостанции - 60-70 МПа.
Концы стержней должны быть очищены, оторцованы, без заусенцев и ржавчины. Если внутри нет перегородки, то вначале надевают муфту на стержень так, чтобы выровнять её край по отметке, нанесённой на арматуру. Данная метка наносится краской на оба соединяемых стержня для контроля положения на расстоянии половины длины от торца стержня.
Опрессовка осуществляется включением и удержанием кнопки на ручке пресса при давлении 70 МПа, с выдержкой (посредством установки на реле давления) 3…4 сек., далее происходит автоматический сброс давления гидравлической жидкости и подача в полость возврата, шток перемещается в исходное положение.
Опрессовка арматуры. Процесс.
 |
 |
| Положение пресса при обжатии | Опрессовка в разрезе. Положение "клещей" |
 |
 |
| Опрессовка в разрезе | Удлинение после опрессовки |
Между двумя участками опрессовки промежуток должен составлять 2-5 мм. Количество обжимов зависит непосредственно от размера изделия. Можно проводить опрессовку без промежутков, но тогда обжим осуществляется с нахлёстом. Пресс перемещается вдоль муфты только после полного разжатия клещей от центра к краю.
После обжатия первого стержня, в муфту вставляется второй стержень и процесс опрессовки продолжается в том же порядке.
Оплата и доставка
Вы можете купить нашу продукцию путем безналичного перечисления после выставления счёта, так с оплатой наличными. Работаем с НДС и без. Осуществляем поставку во все регионы России. Доставка осуществляется из города Краснодара наземным транспортом, либо авиаперевозкой транспортными компаниями. Большой ассортимент стандартной продукции всегда имеется в наличии на складе предприятия.
|
ЮЖНЫЙ ФЕДЕРАЛЬНЫЙ ОКРУГ АнапаГеленджик Новороссийск Краснодар Сочи Тамань |
СЕВЕРО-КАВКАЗСКИЙ ОКРУГ Грозный ЦЕНТРАЛЬНЫЙ ФЕДЕРАЛЬНЫЙ ОКРУГ Белгород |
ПРИВОЛЖСКИЙ ФЕДЕРАЛЬНЫЙ ОКРУГ Нижний Новгород УРАЛЬСКИЙ ФЕДЕРАЛЬНЫЙ ОКРУГ Екатеринбург
|
СЕВЕРО-ЗАПАДНЫЙ ФЕДЕРАЛЬНЫЙ ОКРУГ
|